






掃一掃
關(guān)注鍛件網(wǎng)


 通過認(rèn)證 [誠信檔案]
通過認(rèn)證 [誠信檔案]
擊交談/留言")






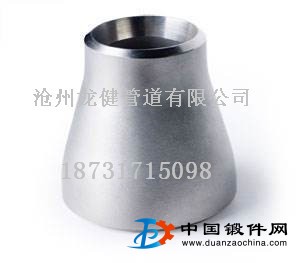
摔制偏心大小頭是將鋼管一端用手錘敲打成異徑管件的一種手工操作方法。它常用于小管徑或兩端管徑相差不大的偏心大小頭的制作。
鋼管可用烘爐或氧乙炔火焰加熱,溫度控制在800-954℃為宜。摔制正心偏心大小頭時(shí),邊錘擊管端邊轉(zhuǎn)動(dòng)鋼管,使小頭的管面圓滑過渡。錘底應(yīng)平起平落,以免在管壁上敲出凹坑,一遍摔不成可再加熱,直到摔好為止。
現(xiàn)場(chǎng)煨制管彎時(shí),必須有樣板作為檢驗(yàn)工具。而管彎的形狀尺寸多種多樣,因此在垠彎前必須先制成標(biāo)準(zhǔn)的樣板。先根據(jù)管彎的形狀、曲率半徑、管徑等各種數(shù)據(jù),在紙上或地上畫出實(shí)樣,然后依照實(shí)樣用鋼筋艱制。如果條件許可,可在配管現(xiàn)場(chǎng)直接按實(shí)際情況煥成鋼筋樣板。制作時(shí)無論管彎形狀怎樣復(fù)雜,鋼筋的形狀必須彎成與管子中心線一樣的彎曲形狀。鋼筋的直徑,根據(jù)管徑的大小,選用10毫米、12毫米或14毫米的即可。尺寸較大可能變形的樣板,要焊上斜撐加固鋼筋。樣板焊成后,應(yīng)在上面用銼或鋸標(biāo)出管彎起彎點(diǎn)、中彎點(diǎn)和終彎點(diǎn)的位置,這才算是一個(gè)標(biāo)準(zhǔn)的樣板。在使用樣板時(shí),應(yīng)將它放在被查管彎的彎子中心線上。
摔制偏心大小頭的時(shí)候,不應(yīng)該對(duì)管端下壁加熱,如果是用烘爐的方法加熱,可以先用水浸濕一下,使管端下壁冷卻,進(jìn)行摔制的時(shí)候要來回的擺動(dòng)。來保證產(chǎn)品的圓滑。而且變徑過渡部分的長度應(yīng)按管徑變化大小而定。為了減少局部阻力,保證介質(zhì)的穩(wěn)定流動(dòng),變徑過渡部分的長度一般不應(yīng)小于大頭外徑。
聯(lián)系方式:
電話:0317-6218871
傳真:0317-6218871
手機(jī):18731715098
QQ :1024540466
網(wǎng)站:http://www.longjianguandao.com
地址:河北鹽山鹽塔路龍?zhí)豆I(yè)開發(fā)區(qū)
