1)鍛件鍛造溫度范圍。表中列出了鍛件常用鋼料的鍛造溫度范圍,包括加熱溫度及終鍛溫度。其中大變形(粗鍛)比小變形(精整)終鍛溫度略高。
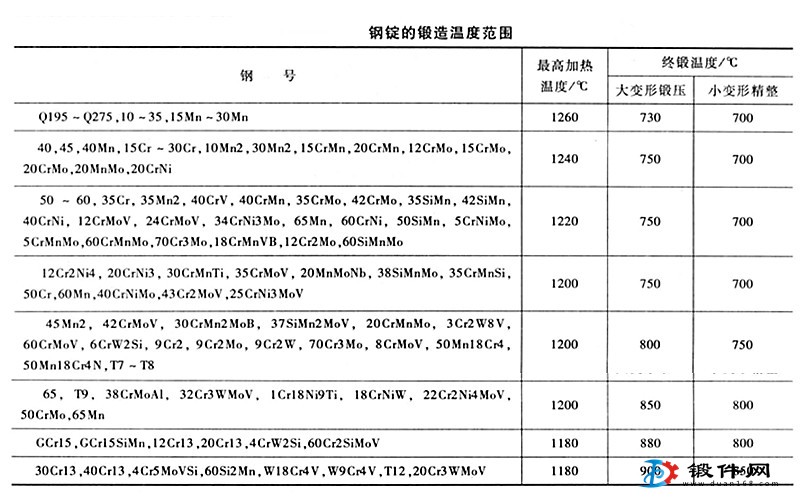
確定鍛件鍛造溫度范圍,一般按鋼的化學成分選定。但合理的鍛造溫度還應該考慮工廠具體的生產條件(如鋼錠的冶金質量、加熱設備性能、鍛后熱處理技術等)、鍛件技術要求和大型鍛造特點等因素進行適當的調整。
重要的特殊鋼鍛件往往要求制訂專門的加熱制度。
2)冷鋼錠加熱。鋼錠表面溫度為室溫者,稱為冷鋼錠。冷鋼錠塑性低,當加熱速度超過允許值時, 熱應力大,容易產生加熱裂紋。對于大型冷鋼錠應該限速升溫、分段加熱。對于組織結構復雜、殘余應力較大的合金鋼鋼錠,應采用低溫裝爐。以允許的加熱 速度升溫。并在400-600℃和750-850℃階段保溫,以防加熱時鋼錠脆性開裂。在進人塑性狀態后。方可按加熱爐升溫速度加熱至鍛造溫度。
3)熱鋼錠加熱。表面溫度高于550-600℃的鋼錠,稱為熱鋼錠。熱鋼錠處于高溫、高塑性狀態,可以高溫裝爐,快速加熱。
熱鋼錠系由煉鋼、鑄錠后,趁熱送至加熱爐。其加熱速度快,加熱時間短,節約能源,應盡量采用。

對于表面溫度已下降至450-550℃的熱鋼錠, 應先裝入650-750℃的爐中均熱一段時間,然后按熱鋼錠進行加熱。
4)嚴禁冷、熱鋼錠同爐加熱。
5)為了配爐,不同鋼號、不同規格的鋼錠同爐加熱時,應按的溫度,最長的加熱時間,制訂加熱規范。其中,始鍛溫度低、保溫時間較短者,可先出爐鍛造,其余可適當延長保溫時間。
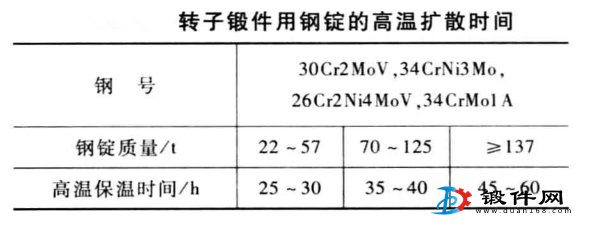
6)高溫保溫時間。無論冷錠、熱錠加熱至鍛造溫度后,都應保溫一定的時間,以達到均勻、熱透和高溫擴散的目的。
高溫擴散加熱有利于消除減少鋼中微觀缺陷,擴散雜質分布,均勻化學成分,提高鋼的塑性。因而鍛造前的擴散加熱,對壓實、焊合孔隙性缺陷,修復愈合內裂紋,有良好的作用。
對重要的高合金鋼鍛件(如汽輪機轉子)高溫擴散保溫時間為普通鍛件兩倍以上。
對于無特殊要求且不允許在高溫下長時間保溫的鋼種,若超過最長保溫時間仍不能出爐鍛造,則爐溫應降至750-850℃進行保溫。
7)加熱溫度。加熱爐的爐溫應比料溫高30-50℃。
鍛件加熱溫度,應考慮不同鋼種的過熱敏感性和不同組織結構的過熱敏感傾向,凡是過熱敏感的鋼料或組織結構,的加熱溫度可以適當降低。
8)鍛件坯料重復加熱的規定。鍛件鍛造中需要重復加熱時,其加熱溫度應按剩余鍛造比確定。當K≥1.5時,可加熱至最卨溫度,并正常保溫。當K≤1.5時,則應降低加熱溫度(如1050℃)或裝入高溫爐保溫。但保溫時間比正常保溫時間應減少1/3,以防工序變形小,鍛件晶粒粗化。如果鍛后熱處理可矯正鍛件粗晶組織,也可不考慮工序鍛造比對加熱粗晶的影響。
隨著鋼錠冶金質量的提高和鍛壓、熱處理技術的進步,大鍛件加熱工藝的發展趨勢是提高加熱溫度,擴大鍛壓溫度范圍,縮短加熱時間,節省燃料消耗,提高生產效率。因而,現用加熱制度,將會不斷進行調整和修訂。






